
Das Ziegelei-Handwerk
Paul Athmann
Das Herstellen von Ziegeln aus Lehm ist seit den Ägyptern (1500 v. Chr.) bekannt. Die ältesten Ziegel aber wurden 1952 bei archäologischen Grabungen in Jericho aus der Zeit um 7500 v. Chr.
gefunden. Zwischen 3100 bis 2900 v. Chr. wurde erstmals gebrannter Ton in Ziegelform in großem Umfang verwendet und die Technik des Glasierens entwickelt und perfektioniert. Das Ischtar-Tor ist
ein herausragendes Beispiel für den in babylonischer Zeit erreichten Entwicklungsstand der Techniken. Es wurde unter Nebukadnezar II. (604 bis 562 v. Chr.) gebaut.
Während die Tradition des Backsteinbaus in Italien seit den Römern ungebrochen fortgesetzt wurde, verschwand der Backstein in Nordeuropa mit dem Ende des Römischen Reichs fast völlig. Er wurde im
12. Jahrhundert durch Mönche wieder eingeführt und verbreitete sich wegen der besseren Maßhaltigkeit gegenüber Naturstein im Präsentalbau.
Die Blütezeit der Dekoration aus Formziegeln war die Backsteingotik, eine deutsche Sonderform der Gotik, die vor allem im Gebiet der Hanse weit verbreitet war.
In der Renaissance und im Barock war Sichtmauerwerk aus Ziegel wenig beliebt. Die Ziegel wurden mit Putz oder Stuck bedeckt oder zumindest überschlämmt. Sehr große Verbreitung fanden
Backsteinbauten in Norddeutschland aber wieder in der Backstein-Neogotik im 19. Jahrhundert. 12
Die traditionelle Herstellung
Bei der traditionellen Herstellung wird das Ausgangsmaterial Lehm oder Ton zunächst einige Wochen in Wasser gelöst oder über den Winter bei mehrmaliger Wasserzugabe im Freien ausgebreitet
gelagert und durchgefroren. Durch dieses "Ausfrieren" wird der Ton feinkrümelig. Diese Arbeitsschritte erfolgen auch heute noch für Qualitätsprodukte, Ton wird in großen Bassins waagerecht
eingetragen und senkrecht abgebaggert. Bei diesem "Mauken" gleicht sich die Feuchte aus, es entweichen Gase, die beim Brennen den Ziegel sprengen könnten, und das Material wird dadurch vermischt.
Danach wird der Lehm von festen oder organischen Bestandteilen gereinigt, fallweise wird noch Sand oder Ton beigesetzt und schließlich wird die Masse in einen oben und unten offenen Formrahmen
oder einen nur oben offenen Kasten gepresst (Ziegelmodel), was traditionell ab dem Monat Mai erfolgte. Teilweise sind in diesen Formen Ziegelzeichen aufgebracht. Überstehendes Material wird
abgestrichen und die Form gestürzt – dies ergibt die Handstrichziegel. Als sichtbares Merkmal weisen sie typische Quetschfalten auf. (Diese Verarbeitung wird heute noch bei kulturhistorisch
bedeutsamen Restaurierungen genutzt.) Die Ziegel werden dann mehrere Wochen luftgetrocknet, in Gegenden, wo mit Regen zu rechnen ist, in einem luftigen Trockenschuppen. 13

Zum Brennen werden die Formziegel abwechselnd mit Kohle in einem Meiler aufgeschichtet. Der Meiler wird abschließend mit Lehm und Ziegeln minderer Qualität bedeckt. Der nun folgende Brennvorgang benötigt etwa 14 Tage, wobei die Ziegel nur etwa 3 Tage einer Temperatur von 600– 900 °C ausgesetzt sind. Die restliche Zeit dient zum Aufwärmen und Abkühlen, bei dem die fertig gebrannten Ziegel nicht zerspringen dürfen. Bei einem Meilerofen ist die Qualität der Ziegel sehr unterschiedlich, ein Drittel ist mit zu hoher Temperatur gebrannt und neigt zum Splittern, ein Drittel ist mit zu niedrigerer Temperatur gebrannt und verwittert rascher. Oft waren daher früher einzelne Ziegel auch nur zur Hälfte von guter Qualität und somit bedingt brauchbar. Die gebrannten Ziegel werden aus diesem Grund nach Qualitäten sortiert. Eine wesentlich bessere Ausbeute erzielt man in Schachtöfen, die oft mit Kalksteinen ausgemauert sind. Das ist möglich, da solche Lehmbrandziegel nur bei Temperaturen bis maximal 900 °C gebrannt werden können und Kalk erst bei Temperaturen über 900 °C in Branntkalk übergeht. Ein Schachtofen kann unter Anwendung der herkömmlichen Technik in Mitteleuropa etwa fünfmal jährlich beschickt werden. 14
Im Unterschied dazu wurden Ziegel zu Beginn des Mittelalters auch aus dem Lehmklumpen herausgeschnitten, danach getrocknet und gebrannt.
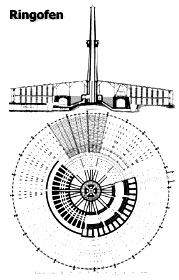
"Zunächst wurden Ziegel in Feldbrandziegeleien und in Schachtöfen gebrannt. Im Jahre 1859 erhielt der Baumeister Friedrich
Eduard Hoffmann (geb.1818, gest.1900) in Preußen und Österreich sein Patent zur "Erfindung eines ringförmigen Ofens zum ununterbrochenen Brennen aller Arten von Ziegeln, Tonwaren, Kalk, Gips und
dergleichen". 15
Der Hoffmannsche Ringofen besteht aus einem großen Kreis oder Oval mit etwa 14 bis 20 Kammern, in denen unabhängig voneinander ein Feuer unterhalten werden kann, das die ebenfalls in der Kammer
befindlichen getrockneten Ziegelrohlinge brennt. Nach dem Brennvorgang lässt man in einer Kammer das Feuer verlöschen, und die nächste Kammer wird mit Brennstoff beschickt. Dadurch wandert in
etwa ein bis zwei Wochen das Feuer einmal um das Oval. Durch erfindungsreiche Be- und Entlüftung der Kammern erwärmen die gebrannten Ziegel die Zuluft für das Feuer, was diese wiederum schneller
abkühlen lässt, während die heißen Abgase die Rohlinge trocknen und vorerhitzen. Gegenüber der beheizten befinden sich die jeweils kühlsten Kammern. Hier werden die fertigen Ziegel entnommen und
die Kammer neu befüllt. 16

Die Fotos zeigen den Zugang zu einer Kammer des Ringofens, durch den der Ofen befüllt bzw. entladen wurde sowie die Beladung der einzelnen Brennkammern.


Beispiel: Die Bauernziegelei Brinkum in der Wesermarsch südlich Bremens
Der Brinkumer Hans Peters beschreibt 1962 die traditionelle Herstellungsweise in der Ziegelei in der Brinkumer Marsch:
"Es war damals noch der reine Handbetrieb. Mit einem Pferdegespann wurde auf einem hölzernen zweirädrigen Kippwagen der
Lehm von den Kämpen geholt und in die "Trärbahn" geschafft. Sie bestand aus einem in die Erde eingebauten, etwa vier Meter im Durchmesser großen, runden Mischtrog von ca. achtzig Zentimeter
Tiefe. Die Bordwand des Mischtroges bestand aus Holz, und in der Mitte stand ein kräftiger Pfahl mit einer eisernen Achse, um die sich ein langer, noch über die Bordwand hinausragender Baum wie
ein Göpel drehte. Auf jeder Seite innerhalb des Mischtroges lief ein großes Wagenrad, das in einem verschiebbaren Gestell mit einem Baum verbunden war. Durch Ketten und Hebel konnten die beiden
Gestelle mit den Rädern verschoben werden, damit der Lehm im Mischtrog überall gleichmäßig durchgeknetet wurde. Um für die Räder den nötigen Druck zu erreichen, waren noch zwei mit Steinen
beschwerte Kästen angebracht. Nun spannte man die Pferde vor die beiden Baumenden.
Nach jedem Rundgang mussten die Räder durch einen Hebeldruck verschoben werden, und ab und zu wurde ein Eimer voll Wasser über
den Lehm gegossen. Dieser ununterbrochene Rundgang wurde so lange fortgesetzt, bis der Lehm eine gleichmäßige Masse bildete.
Man nannte diese einfache Knetanlage die ‚Träerbahn‘ (Tretbahn), weil früher die Pferde den Lehm hatten treten
müssen.
War genügend Lehm vorbereitet, konnte mit dem Backen oder Formen begonnen werden. Auf einem großen, runden Tisch wurde der Lehm
geschaufelt, zu handliche Klumpen gebacken und mit einem kräftigen Schwung in die Form geworfen, von der der überflüssige Lehm mit einem runden Holzstab abgestrichen wurde. Die Formen waren
einfache Holzrahmen, die in der Mitte einen Steg hatten, so dass immer zwei Steine geformt wurden. Zwei Jungen nahmen dem Steinbacker immer rasch die gefüllten Formen ab, kippten sie auf einem
Brett um, zogen die Form hoch und stellten das Brett mit den beiden "Backsteinen" zum Trocknen in die Trockengestelle. Je nach Wetterlage waren nach 8 bis 14 Tagen die Lehmsteine soweit
vorgetrocknet, dass bei genügendem Vorrat mit dem Brennen begonnen werden konnte.
Die Ziegelei hatte keinen Schornstein, wie man sie heute sieht. Das Haus mit dem Brennofen trug ein hohes, von allen vier Seiten zulaufendes spitzes Ziegeldach, das oben eine Öffnung hatte, durch die der Rauch abzog.
Der gewölbte 'alte deutsche Ziegelofen' konnte 37000 Steine aufnehmen. An jeder Schalseite des Ofens befand sich eine Tür, durch
die Steine mit Schubkarren herein geschoben und bis zu 16 Lagen hochkant aufgestapelt wurden (Untergelaß). Die andere Tür lag entsprechend höher und wurde durch eine Brücke oder Pritsche
erreicht. So konnte das Stapeln im Obergelaß fortgesetzt werden. An jeder Längsseite des Ofens waren sechs Feuerlöcher angebracht.
Es wurden 4000 Steine jeden Tag hergestellt, und zwar bis zur Einführung des Normalsteins zwei Größen: 10 Zoll und 12 Zoll
la“ 18
Beispiel: Ziegelherstellung in Arsten
Die Herstellung von Ziegeln in den Arster Ziegeleien wird im Buch „In Arsten war alles ganz anders“ so beschrieben:
"Die in der Ziegelei kasernierten Lipper fingen im Morgengrauen an zu arbeiten, machten eine Mittagspause und legten erst in der
Schummerei das Handwerkszeug weg. Gleise und Loren waren hier schon früh im Gebrauch, aber wie mühsam muß es ganz früher mit der Karre gewesen sein, den Ton heranzuschaffen. Der Ton wurde im
gewöhnlichen Tagebau abgegraben. Nach jedem Stich wurde der Ziegelspaten in einen Eimer Wasser gesteckt, um das Ankleben des Tones zu verhindern. Zu den gewöhnlichen Backsteinen verwendet man
hier den gelben Ton, der durch das Brennen und den Eisengehalt des Marschbodens rot wird. Falls er zu fett ist, muß feiner Sand eingemischt werde."
Wieviel muss der Meister im Gefühl haben. Andernfalls schrumpft der "Rohling" beim Trocknen und beim Brennen stark ein und wird rissig.
Der gegrabene Ton wurde dann in großen Bottichen geschlämmt und durch eine im Bottich rotierende Welle (Göpelbetrieb) geknetet. Ganz früher soll es sogenannte "Ziegeltreter" (Lehmpetter) gegeben
haben, die durch Treten den Ton geschmeidig machten. Dann kam die fertige Masse zum Formen: dem Ziegelstreichen. Ein Streicher, unterstützt durch einen Handlanger, soll in der Lage gewesen sein,
an einem Arbeitstag bis zu 1500 Rohlinge fertigzustellen. Dazu hatte der Mann eine Form, mit der er gleichzeitig bis zu vier Stück fertigte. Hier hinein warf er, nachdem er auf den Grund feinen
Sand gestreut hatte, einen von seinem "Makker" durchgekneteten hinreichend großen Tonklumpen. Er füllte die Form unter Drücken aus, strich mit einem "Plattholz" die Form ab, nahm diese vom
sogenannten "Streichtisch" und setzte sie heftig auf ein Trockenbrett. Auf dem Trockenbrett mußte stets eine Sandschicht liegen, damit der Rohling sich beim Trocknen zusammenziehen und auf der
unteren Fläche etwas austrocknen konnte.
Diese feucht geformten Rohlinge mußten vor dem Brennen vollständig, aber vorsichtig, getrocknet werden, damit sie keine Risse erhielten. Sie kamen dann in einen Trockenschuppen, ein möglichst
luftiges Holzgebäude, dessen Öffnungen durch verstellbare Läden zu verschließen waren.
Nachdem die Rohlinge 8 Tage auf der flachen Seite gelegen hatten, wurden sie auf die hohe Kante gestellt und waren oft binnen 14 Tagen vollständig trocken.
Zum Brennen selbst sollen sie in Arsten meistens Ringöfen gehabt haben. Sie hatten eine Kapazität von 12000, aber auch von 24000 Steinen. Die Rohlinge wurden durch eine später zu vermauernde
Einsetztür in den Ofen gebracht. Ich glaube, es waren 20 Tage Brenndauer, bis die Steine durchgebrannt waren. Das Brennen war eine Kunst, bei der es mit dem Lernen allein nicht getan war. Diese
Beschäftigung mußte im Blut und im Gefühl stecken, denn das Regulieren des Feuers war nicht ganz einfach. Je nachdem, wie die Steine in den Ofen gesetzt waren, ob sie unten oder oben lagen, wie
die Stapelei angelegt war, so verschieden waren sie nachher auch gebrannt. Die "Decklage" behielt meist auch ihre Tonfarbe, während die unteren Schichten fast zu Klinkern wurden. So gab es meist
mehrere Sorten Steine, die zum Verkauf genau aussortiert werden mussten.
Die Güte der Ziegel erkannte man am Klang beim Anschlagen mit einem Hammer. Ist der Klang rein, hell und glockenartig nachhallend, so hatten die Steine die nötige Festigkeit. Jede Ziegelei wußte, wie viel Steine gebrannt werden konnten. Sie wußte aber nie genau, wie viel Bruch oder wie viel Steine 2. Sorte anfallen. 19
Beispiel: Temperaturmessungen und optische Pyrometer im Ringofen
Fritz Löhr jun., Sohn des Ziegeleimeisters Fritz sen. Löhr, der von 1895 – 1913 die Sudweyher Ziegelei betrieb und dann später wieder nach Arsten zog, war auf der Sudweyher Ziegelei
seines Vaters aufgewachsen und hatte dann das Studium des Ziegelei-Ingenieurs absolviert. Er schrieb seine Erfahrungen mit der Temperaturmessung über optische Pyrometer für eine
ZiegeleitechnikZeitschrift auf. Weitere Artikel befassen sich mit speziellen Fragen des Ringofenbetriebs und der Trockenanlage. 20
Fritz Löhr, Arsten bei Bremen
weiterer Beitrag zur Frage der Temperaturmessungen mit optischen Pyrometern.
Herr Dr. W. Fischer, Berlin, betont sehr richtig, daß ein Strahlungpyrometer nicht in die Hand eines Brenners gehört, denn so ohne weiteres läßt sich mit diesem Apparat der richtige Garbrand in einem Ringofen nicht leiten, auch, wenn die Gewissenhaftigkeit und Zuverlässigkeit des Brenners außer Frage steht. Nachstehend ein Fall aus der Praxis.
In einem Ringofen mit einem Fassungsvermögen von 210.000 Stk. Normalsteinen und einer wöchentlichen Leistung bei trockenem Einsatz von 750.000 bis 1.000.000 St. wurden Hintermauerungssteine und Dachziegel zusammen gebrannt.
Um möglichst viel erster Wahl Dachziegel zu erhalten, setzte man in jeder zweiten Schüttlochreihe unter den beiden mittelsten, bei vier Schüttlöchern in der Reihe, keine Heizschächte, sondern die Pfannen wurden durchgesetzt,
Zur Beschickung dienten Schürapparate.
Bei nur Mauersteineinsatz waren 11 Reihen im Feuer und diese Feuerzone verlängerte sich bei Dampfziegeleinsatz bei der vorher beschriebenen Einsatzmethode um drei Reihen, also auf 14 Reihen, weil alle Apparate im Betrieb blieben.
Gebrannt wurde mit Schornsteinzug, der so intensiv war, daß alle Schüttlöcher bis zu den Ausfahren einzogen, außerdem hingen an diesem Zuge noch 4 Kammern zum Schmauchen bei ganz geöffneten Ventilen.
Als Ton wurde gebaggerter Wesermarschlehm verformt bei einer Garbrandtemperatur von 100° C.
Die Bremer benutzten eine Meßstange, um mit dieser das genaue Sackmaß des Einsatzes festzustellen, welcher im Mittel 8 cm sacken durfte. Andere Hilfsmittel waren nicht vorhanden. Eines Tages sollte nujn mit einem Strahlungspyrometer gebrannt werden und die Brenner wurden genau informiert und mit demselben vertraut gemacht.
Ein genauer Plan mit dem Verzeichnis der Kammern und Schüttlöcher wurde angelegt, um in denselben die gemessenen Temperaturen einzutragen.
Im Garbrandfeuer sollte, 1000 °C gehalten werden.
In halber Brennkanalhöhe wurde irgend ein Stein avisiert, nachdem der entsprechende Schürapparat 5 bis 10 Minuten abgestellt war, um ein möglichst reines Feuer im Heizschacht zu haben.
Das Ergebnis schrieb der Brenner in den Plan.
Nun stellte es sich heraus, daß in den befeuerten Schüttlöchern eine Temperatur von im Mittel 1000 °C gemessen wurde, dagegen dort, wo keine Schürapparate standen, selten sich 900 °C entwickelten.
Maß man jedoch kurz nach dem 'Abstellen eines Schütters, so waren es oft bis über 1050°C, also scheinbar eine viel zu hohe Temperatur.
Gelegentliche Stichproben mit der Meßstange ergaben eine Sackung von 3 bis 4 cm, also zur Hälfte zu wenig, auch mit den Augen sah man es, daß der Einsatz nicht richtig war, was beim Ausfahren der Kammern zutraf.
Nun wurde angeordnet mit 1020 °C zu brennen. Aber wieder klappte es nicht nach Wunsch, trotzdem die Brenner sich die größte Mühe gaben.
Hier war Hartbrand, dort wieder Schwachbrand, in diesem Schüttloch sah man nur die Sohle, wo die glühende Kohle über 1000°C aufwies, in einem anderen sah man gar nichts, weil der Einsatz sich verschob oder der Heizschacht war schlecht gesetzt.
Schließlich griffen die Brenner in ihrer Verzweiflung wieder zur Meßstange, um bei dem schnellen Fortschritt des Feuers eine bessere Kontrolle zu haben. Mit der Zeit wurde das Pyrometer wieder in den Schrank gehängt und nur bei gelegentlichen Stichproben vom Betriebsleiter oder dem Brennereibesitzer (?) geholt.
Man sieht aus den Ausführungen, daß es ein ähnlicher Fall ist, wie sie Herr Dr. W. Fischer, Berlin, in Nr, 99 dieser Zeitung an Beispielen darstellt.
Es ist also nicht möglich, nur mit Hilfe eines Strahlungspyrometers unter normalen Umständen einen gleichmäßigen Brandausfall in einem Ringofen zu erzielen.
Moderne Ziegelei-Technik
Mit der Industrialisierung wurde auch bald die Herstellung mechanisiert. Zunächst gab es Maschinen, angetrieben durch Dampftechnik, die das Abstreichen und Formen übernahmen. Auch das Auskippen der Lehmloren und das Mischen und Walken wurde von dampfgetriebenen Maschinen übernommen.

Erst später setzte sich ein Verfahren durch, bei dem die Ziegel ihre Form durch Strangpressen erhalten und geschnitten werden. Stranggepresste Ziegel haben eine sehr glatte Oberfläche. Im Strangpressverfahren lassen sich auch Sonderformen, wie Hohllochziegel, fertigen. Andere Fortschritte gab es beim Brennen. Zunächst wurde durch die so genannte überschlagende Flamme die Temperatur im Meiler gleichmäßiger und damit der Ausschuss oder der Anteil minderer Qualität vermindert. Dann kamen Öfen mit Dauerbrand (Ringöfen) auf, bei denen in verschiedenen Kammern kontinuierlich gebrannt wurde. Aufwärm- und Abkühlphasen des Gesamtofens entfielen. Heute sind sogenannte Tunnelöfen üblich, in denen die Ziegel sich während des Brandes auf Wagen durch den Ofen bewegen. Im Gegensatz hierzu blieb der Ziegel im Ringofen fest und der Brand wanderte durch die Kammern. 21
Tonaufbereitung
Der per LKW angelieferte Ton wird auf dem Tonlagerplatz von einem Bagger oder Radlader mehrfach umgesetzt und dadurch vermischt. Dem Ton werden eventuell andere Tonsorten zugesetzt und mit
Ziegelsplit, der aus Abfallsteinen oder Fehlbränden hergestellt wird, vermischt, um den gewünschten Magerkeitsgrad zu erreichen. Der Ton wird dem Kollergang zugeführt, wo er durch umlaufende
Räder zerkleinert und geknetet wird. In dem anschließenden Mahlwerk wird die Tonmasse auf eine Korngröße von 1-2 mm gemahlen und so für die Presse aufbereitet. Der fertige Ton wird in einer Halle
frostsicher gelagert. Mit einem Radlader werden der Steinpresse die erforderlichen Tonmengen zugeführt, um eine kontinuierliche Produktion zu gewährleisten.

Im Zulauf der Presse werden dem Ton weitere Stoffe zugeführt. So unterstützt die Zugabe von Bariumcarbonat die Erzielung einer roten Farbe im Brenn-vorgang, und das Wasser macht den Ton geschmeidig und gewährleistet einen ununterbrochenen Strang in der Presse.

Strangpressen 23
Das Strangpressen ist ein Umformverfahren zum Herstellen von Stäben, Drähten, Rohren und unregelmäßig geformten Prisma-tischen Profilen. In diesem Verfahren wird ein auf Umformtemperatur
erwärmter Pressling (Block) mit einem Stempel durch eine Matrize gedrückt. Dabei wird der Block durch einen Rezipienten – ein sehr dick-wandiges Rohr – umschlossen. Die äußere Form des
Pressstrangs wird durch die Matrize bestimmt. Durch ver-schieden geformte Dorne können Hohlräume erzeugt werden. Strangpressprofile erreichen bis zu 60 m Länge; größere Längen sind zwar möglich,
aber im Allgemeinen nicht wirtschaftlich.
Vorteile des Strangpressens sind insbesondere die Möglichkeit, Profile auch in komplizierten Formen und aus schwer umformbaren Werkstoffen herzustellen, der hohe, in einem Verfahrensschritt
erreichbare Umformgrad und die geringen Werkzeugkosten, die das Strangpressen vor allem für die Fertigung relativ geringer Lose interessant machen.

Zur Herstellung von Ziegeln gelangt der Ton in die Steinpresse, wird dort verdichtet und durch ein konisch zulaufendes Mundstück gedrückt. Das sorgt wie in einer Zahnpastatube für einen gleich-mäßigen Strang. Anschließend wird dieser in gleichmäßige Blöcke geschnitten – die Ziegelsteine. Press-dachziegel sind rundum verfalzt wie Falzziegel, Flach-dachpfanne oder Reformpfanne, oder haben eine konische Formgebung wie Mönch-, Nonne- und Krempziegel.
Ziegelformate 24
Auswahl an Ziegelsteinformaten (alle Maße in Zentimeter)
- Klosterformat(e) 28–30 × 14–15 × 9–10
- Altes (deutsches) Reichsformat (Hoffmann‘sches RF) 25 × 12 × 6,5
- Reichsformat (RF) - Deutschland 24 x 11,5 x 6,3
- Deutsches Römer Format 24 x 11,5 x 4,0
- Oldenburger Format 22,0 × 10,5 × 5,2
- Hamburger Format 22,0 × 10,5 × 6,5
- Bayrisches Format 29,5 × 14,5 × 6,5; 34,0 × 16,5 × 7,0
- Elbformat 23,0 × 11,0 × 5,2
- Friesenziegel 20,6 × 10,0 × 5,
- Waalformat 21,0 x 10,0 x 5,0
- Dänisches NF 22,8 x 10,8 x 5,4
- Deutsch 8 Zoll 19,5 x 9,2 x 5,0
- Normalformat (NF) - Deutschland 24 × 11,5 × 7,1
- Dünnformat (DF) 2 DF / 3 DF 24 × 11,5 × 5,25
Alle in der Tabelle aufgeführten Ziegelformate lassen zwei verschiedene Proportionen erkennen:
1 × Länge = 2 × Breite + 1 × Fugenstärke = 3 × Höhe + 2 × Fugenstärke (Normalformat Deutschland) oder
1 × Länge = 2 × Breite + 1 × Fugenstärke = 4 × Höhe + 3 × Fugenstärke (Dünnformat Deutschland).
Grundlage der meisten angeführten Formate war das Modul, ein aus sechs normal- oder acht dünnformatigen Ziegelsteinen (inklusive Fugenstärken) bestehender Würfel, dessen Kantenlänge gleich der
Kantenlänge eines Ziegels war. Die übrigen Maße der Ziegelquader wurden daraus unter Abzug der vordefinierten Fugenstärke.
Nachgelagerte Behandlung

Der Strangpresse nachgelagert sind die (eventuelle) Besandung der Oberflächen und die Schneidemaschine, die die einzelnen Steine mit einem Draht vom Strang trennt. Hier sind in der Praxis verschiedene Varianten im Einsatz, die sich meist in der Anzahl der parallel schneidenden Drähte unterscheiden. Die Drähte werden ständig geölt, um eine Anhaftung von Ton zu vermeiden.

Die Schneidemaschine der Ziegelei Wehr-mann 2010 und 1973 (mit Öl-schmierung)

Nach dem Schneiden laufen die Steine auf einen sogenannten Sammler, wo sie zum Transport in die Trocken-kammer auf Unterleg-Schienen gelegt werden. Die Schienen werden übereinander in Trockengestellen gestapelt und mit einem Gabelstapler zur Trockenkammer gefahren.
Trocknung
Bevor die Steine oder Dachziegel gebrannt werden, ist eine Trocknung in beheizten Trockenkammern notwendig, die in einem 2-4 Tage dauernden Aufheizprozess dem Ton möglichst alles Wasser entzieht,
um später ein gleichmäßiges Brennergebnis zu erzielen. Bei einigen Tonsorten ist dabei eine spezielle Behandlung notwendig. Dazu existieren bei einigen Ziegeleien speziell konstruierte
Trockenkammern. Die Ziegel werden auf etwa 70-80 oC aufgeheizt, manchmal sogar bis 100 oC, um die vollständige Entweichung von Feuchtigkeit sicherzustellen. Obwohl die Trocknung
thermostatgeregelt ist, ist eine ständige Kontrolle durch erfahrene Ziegelei-Mitarbeiter erforderlich.

Die Versorgung der Kammern mit Heizenergie stellt eine wirtschaftliche Herausforderung in Zeiten hoher Energiepreise dar. Bei der Ziegelei Wehrmann wurde neben dem Einsatz von Bio-Gas auch die Abwärme des Tunnelofens so weit wie möglich verwendet. Nach der Trocknung werden die Steine auf den Ofenwagen umgesetzt. Dies geschieht maschinell. Nach der Trocknung werden die Steine auf den Ofenwagen umgesetzt. Das geschieht maschinell.

Nach dem Trocknen werden die Steine umgeladen auf die Ofenwagen und dem Ofen zugeführt. Dort werden sie warmgehalten bis sie in die Brennzone laufen. Das geschieht heutzutage vollautomatisch, durch Computer gesteuert.
Der Brennvorgang
Im Tunnelofen verweilen die Ziegel in unterschiedlichen TemperaturZonen, die vom langsamen Aufheizen bis zum eigentlichen Brennen (ca. 1050-1150 Grad C) ansteigen und danach wieder abfallen. Je
nach Tonarten sind dabei unterschiedliche Brenn-Profile einstellbar. So verhält sich der Ton aus der Weser-Aue im Vergleich zu Schiefer-Ton unterschiedlich in der Aufheizphase und auch in der
Abkühlphase. Hier muss das Temperatur-Profil exakt eingehalten werden, um das Reißen bzw. Platzen oder das Ausblühen des Tons zu verhindern,
Der Ofen ist von unten her zugänglich, um bei eventuellen Störungen eingreifen zu können, wobei das wegen der enormen Temperatur nur sehr begrenzt geschehen kann. Bei geplatzten oder
herabgefallenen Ziegeln gilt das Prinzip: „Augen zu und durch“.

Über dem Tunnelofen befinden sich an verschiedenen Stellen die einzelnen Gasbrenner und Thermostate sowie die Öffnungen zur Zuführung von Kohle („Kohlebrand“). Außerdem sind Gebläse angebracht,
die für die Zufuhr von Frisch- oder Heißluft sorgen. Auch wird hier die Abwärme aufgefangen, die dann zur Trocknung geleitet wird.Die
TemperaturRegulierung erfolgt dabei computer-gesteuert: Auf jedem Ofenwagen befindet sich ein Fühler zur Messung der Temperatur der Ziegel.
Blick auf den Tunnelofen von oben: Gebläse, Temperaturfühler, Gasbrenner und Öffnungen zur Zufuhr von Kohle (Zgl. Wehrmann 2017)



Die Ofenwagen werden durch ein Transportband gezogen: Jede Stunde um die Länge eines halben Ofenwagens weiter.

Ofenleerung 1973: Nach dem Abkühlen kommen die Ziegel aus dem Ofen. Die gesamte Verweil-dauer im Ofen beträgt ca. 2 Tage.
Sortieren und Palettieren
Nach dem Brennen werden die Ofenwagen automatisch zu den Sortierern und Palettierern gezogen, wo die Steine nach einer Abkühlphase nach Aussehen und Güte sortiert und danach auf Holzpaletten zum
Verkauf vorbereitet werden. Während bei einigen Ziegeleien noch Handarbeit erforderlich ist, haben moderne Ziegeleien hier auch schon Roboter im Einsatz. Zur Kontrolle und Aussortierung von
2.Wahl ist aber die Handarbeit eher von Vorteil.

Bei der Ziegelei Wehrmann arbeiteten 2 Personen in der Sortierung. Der Vorwurf der zu starken gesundheitlichen Belastung wird vom Ziegeleimeister gekontert mit dem Hinweis auf die starke Muskulatur, die sich durch die körperlich anspruchsvolle Handha-bung der schweren Ziegel bilde. Dadurch bleibe die Belastung der Knochen gering.

Fertig gepackte Palet-ten werden mit einer Folie überzogen und vom Gabelstapler auf LKWs verladen oder ins Ziegelaußenlager transportiert.
o die Entstehung des Tons in der Wesermarsch
o die ökonomischen und technischen Voraussetzungen
o Ziegelei Hinrich (Segelke) Ahrens
o Tonabbau
o Übersicht der Weyher Abbauflächen
o Lorenbahn zur Ziegelei Wehrmann
o Lorenbahn zur Ahauser Ziegelei
o Lorenbahn zur Leester Ziegelei
o Lorenbahn bei anderen Ziegeleien